
مختلف کنڈلی سمیٹنے والی تاریں، ڈبل تار، ملٹی وائر، کیک زخم کی خصوصی انڈکٹینس، متوازی انامیلڈ تار، مختلف وضاحتیں حسب ضرورت
1.jpg)


مصنوعات کی تفصیل
1. خصوصیات:اپنی مرضی کے مطابق وضاحتیں اور موصلیت کی پرت کی قسمیں، اور سطح کی پرت خود چپکنے والی پرت کے ساتھ لیپت ہوسکتی ہے۔
2. تفصیلات کی حد:ایک ہی تصریح کے ساتھ ایک لائن لیکن مختلف رنگ، مختلف وضاحتیں اور مختلف اقسام (سنگل لائن تفصیلات کی حد: 0.03mm-0.500mm)۔
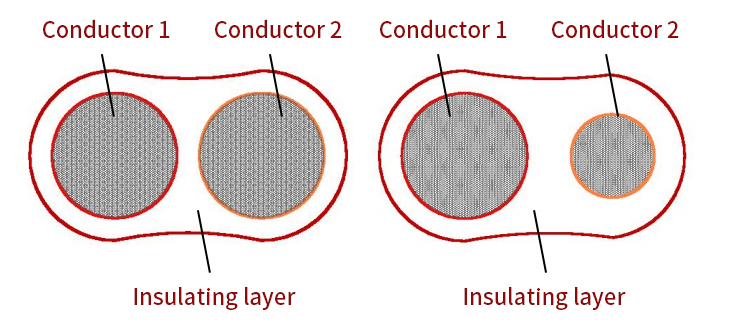
3. مصنوعات کی درخواست:یہ بنیادی طور پر اعلی مانگ ڈبل / ملٹی وائر متوازی زخم کی مصنوعات میں استعمال ہوتا ہے، جیسے خصوصی انڈکٹرز، آر ایف ٹرانسفارمرز وغیرہ۔ اسے دو/تین/پانچ کوائل کمیونٹیز میں مختلف رنگوں اور مکمل طور پر مستقل مزاحمت/انڈکٹینس اور دیگر پیرامیٹرز میں، یا مختلف تصریحات لیکن یکساں تار کی لمبائی والی دو/تین/پانچ کوائل کمیونٹیز میں زخم کیا جا سکتا ہے۔
4. اسکیمیٹک ڈایاگرام مندرجہ ذیل ہے:

انامیلڈ تار کا عمل بہاؤ
1، ادائیگی:عام طور پر چلنے والی انامیلڈ مشین پر، آپریٹر کی زیادہ تر توانائی اور جسمانی طاقت ادائیگی کے حصے میں استعمال ہوتی ہے۔ ادائیگی کرنے والی ریل کو تبدیل کرنے سے آپریٹر کو بہت زیادہ مزدوری ادا کرنا پڑتی ہے۔ کوالٹی کے مسائل اور آپریشن کی ناکامیاں لائن ٹو لائن جوڑوں پر واقع ہونا آسان ہیں۔ مؤثر طریقہ بڑی صلاحیت میں ادائیگی کرنا ہے۔ ادائیگی کی کلید تناؤ کو کنٹرول کرنا ہے۔ جب تناؤ بڑا ہوتا ہے، تو یہ نہ صرف کنڈکٹر کو پتلا کر دیتا ہے، کنڈکٹر کی سطح کی چمک کو کھو دیتا ہے، بلکہ انامیلڈ تار کی بہت سی خصوصیات کو بھی متاثر کرتا ہے۔
2، کھینچنا:اسٹریچنگ کا مقصد کنڈکٹر کو بنانا ہے جو ایک خاص درجہ حرارت پر گرم ہونے والے مولڈ کے کھینچنے کے عمل کے دوران جالی کی تبدیلی کی وجہ سے سخت ہو جاتا ہے، تاکہ اس عمل میں درکار لچک کو سالماتی جالی کی دوبارہ ترتیب کے بعد بحال کیا جا سکے۔ ایک ہی وقت میں، کھینچنے کے عمل کے دوران کنڈکٹر کی سطح پر موجود بقایا چکنا کرنے والے مادے اور تیل کے داغ کو ہٹایا جا سکتا ہے، تاکہ کنڈکٹر کو آسانی سے پینٹ کیا جا سکے اور انامیلڈ تار کے معیار کی ضمانت دی جا سکے۔
3، پینٹنگ:پینٹنگ ایک مخصوص موٹائی کے ساتھ یکساں پینٹ کی تہہ بنانے کے لیے دھاتی کنڈکٹر پر انامیلڈ تار پینٹ کو کوٹنگ کرنے کا عمل ہے۔
4، بیکنگ:پینٹنگ کی طرح، بیکنگ ایک چکراتی عمل ہے۔ سب سے پہلے، پینٹ کے محلول میں سالوینٹ بخارات بن جاتا ہے، پھر فلم بنانے کے لیے ٹھیک ہو جاتا ہے، اور پھر پینٹ کو بیک کیا جاتا ہے۔ بیکنگ کے عمل میں آلودگی پیدا کی جائے گی، اس لیے بھٹی کو فوری طور پر خارج کر دیا جائے گا۔ عام طور پر، اتپریرک دہن گرم ہوا گردش فرنس استعمال کیا جائے گا. ایک ہی وقت میں، فضلہ خارج ہونے والے مادہ کی مقدار بہت زیادہ یا بہت کم نہیں ہونا چاہئے. چونکہ فضلہ کے اخراج کے عمل میں گرمی کی ایک بڑی مقدار چھین لی جائے گی، اس لیے فضلہ کا اخراج نہ صرف محفوظ پیداوار اور مصنوعات کے معیار کو یقینی بنائے گا، بلکہ گرمی کے نقصان کی ایک بڑی مقدار کا باعث بھی نہیں بنے گا۔
5، کولنگ:تندور سے نکلنے والے انامیلڈ تار میں اعلی درجہ حرارت، نرم پینٹ فلم اور کم طاقت ہوتی ہے۔ اگر اسے بروقت ٹھنڈا نہیں کیا گیا تو، گائیڈ وہیل سے گزرنے والی پینٹ فلم کو نقصان پہنچ جائے گا، جو انامیلڈ تار کے معیار کو متاثر کرے گا۔
6، چکناانامیلڈ تار کی پھسلن کا ٹیک اپ کی سختی کے ساتھ بہت اچھا تعلق ہے۔ انامیلڈ تار کے لیے استعمال ہونے والا چکنا کرنے والا تار کو نقصان پہنچائے بغیر، ٹیک اپ ریل کی مضبوطی کو متاثر کیے بغیر اور استعمال کنندہ کے استعمال کو متاثر کیے بغیر، انامیلڈ تار کی سطح کو پھسلن بنانے کے قابل ہوگا۔ تیل کی مثالی مقدار انامیلڈ تار کو پھسلن کا احساس دلانے کے لیے ہے، لیکن ہاتھ پر کوئی واضح تیل نظر نہیں آتا۔ مقداری نقطہ نظر سے، چکنا کرنے والے تیل کی 1 جی کو 1 ㎡ انامیلڈ تار کی سطح پر لیپت کیا جا سکتا ہے۔
7، وائر ٹیک اپ:وائر ٹیک اپ کا مقصد انامیلڈ تار کو اسپول پر لگاتار، مضبوطی سے اور یکساں طور پر لپیٹنا ہے۔ یہ ضروری ہے کہ ٹیک اپ میکانزم کو مستحکم طریقے سے چلایا جائے، کم شور، مناسب تناؤ اور تار کے باقاعدہ انتظام کے ساتھ۔
انامیلڈ وائر کی تیاری کے عمل کو تفصیل سے جاننے کے بعد، کیا آپ کو لگتا ہے کہ معیاری تقاضوں کو پورا کرنے والی انامیلڈ تار تیار کرنا آسان نہیں ہے، کیونکہ ہر عمل کا مرحلہ، جیسے بیکنگ یا پینٹنگ، تامیلی تار کے معیار کو متاثر کرے گا، اور یہ ہے خام مال، معیار، ماحول، پیداواری سازوسامان اور دیگر عوامل سے بھی متاثر ہوتا ہے، لہذا مصنوعات کا معیار مختلف ہو گا۔ اگرچہ مختلف انامیلڈ تاروں کے معیار کی خصوصیات اور برانڈز مختلف ہیں، ان میں بنیادی طور پر چار خصوصیات ہیں، یعنی مکینیکل خصوصیات، کیمیائی خصوصیات، برقی خصوصیات اور تھرمل خصوصیات۔

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
