اعلی درجہ حرارت مزاحم گریڈ انامیلڈ ملٹی اسٹرینڈ ننگے تانبے کے رنگ کے پھنسے ہوئے تار سے آٹوموٹو انرجی گاڑیوں کے لیے بجلی کی فراہمی کی تیز رفتار چارجنگ



پھنسے ہوئے تار
1، ساخت اور مواد
1. پھنسے ہوئے تار: ملٹی سٹرینڈڈ وائر بھی کہلاتا ہے، اس سے مراد ایک ہی تصریح کے واحد انامیلڈ تار کے متعدد اسٹرینڈز کی مرتکز سٹرینڈنگ ہے، اور ہر تہہ کی سٹرینڈنگ سمت کو باری باری الٹ دیا جاتا ہے۔
2. اسٹرینڈ کی لمبائی: موڑنے والے موڑ کی تعداد کے ساتھ طے شدہ موثر پیمائش کے فاصلے کا تناسب پھنسے ہوئے تار کی موڑ کی لمبائی (پچ) ہے۔
3. حصص کی تعداد: جیسا کہ گاہک نے بیان کیا ہے۔
4. گھومنے والی سمت: پیداواری عمل میں ٹیک اپ کی سمت سے مراد ہے، جسے عام طور پر مثبت (S) میں تقسیم کیا جاتا ہے، یعنی گھڑی کی سمت، اور ریورس (Z)، یعنی گھڑی کی مخالف سمت۔
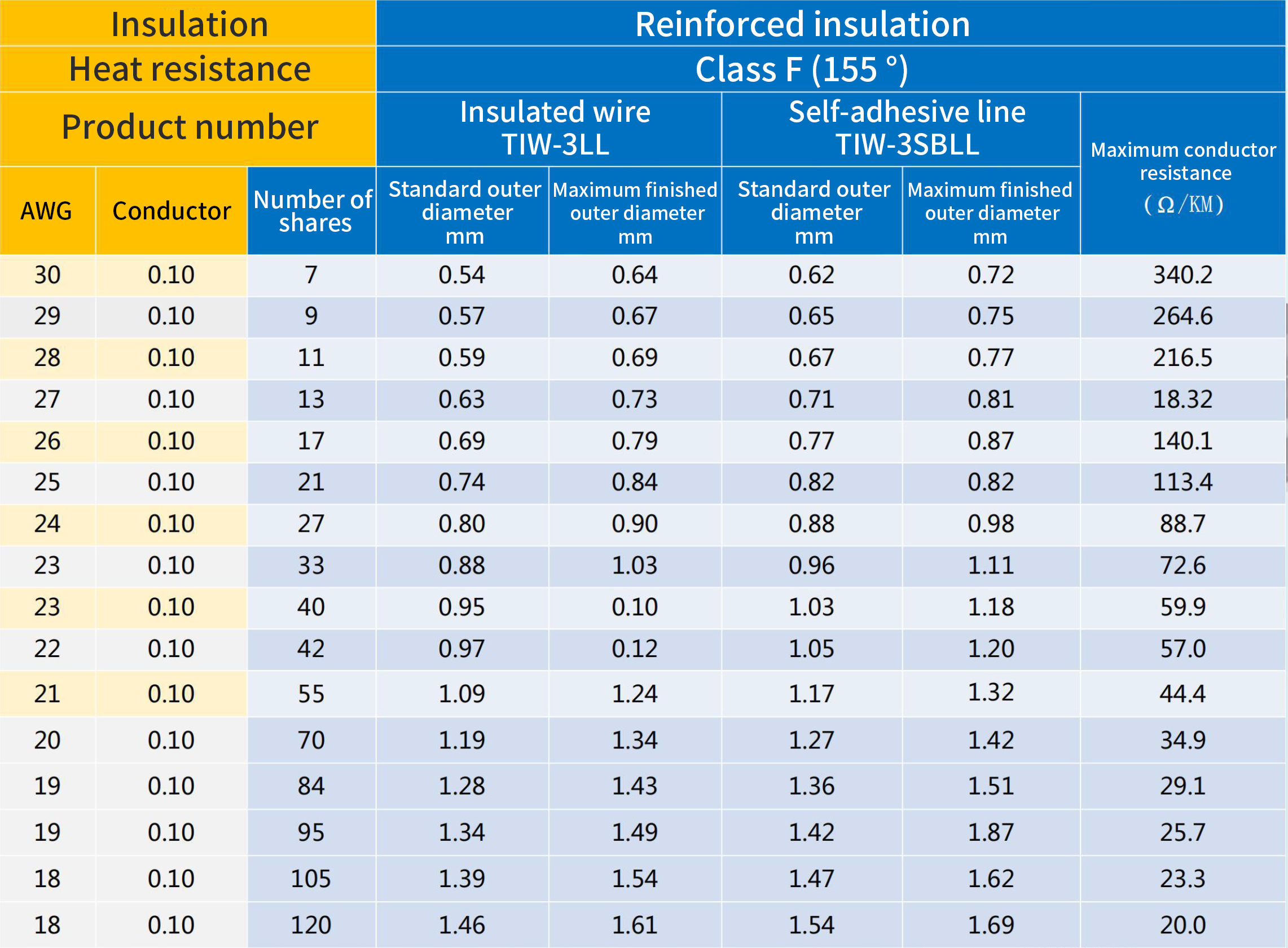
2، درخواست کا معیار
IEC JIS GB اور انامیلڈ تار کے دیگر معیارات کا حوالہ دیں۔
3، معائنہ کی تفصیلات
1. ظاہری شکل کے تقاضے: بصری شکل چمکدار ہے، پینٹ کی تہہ کو میکانکی نقصان کے بغیر، پینٹ فلم کو ناخن سے کھرچنا آسان نہیں، کوئی مڑا ہوا ڈھیلا تار، جمپنگ اور دیگر مظاہر نہیں، اور وائرنگ صاف اور اچھی ہے۔
2. موڑ کی لمبائی کی ضرورت: 500 ملی میٹر کا نمونہ لیں، 500 ملی میٹر کے نمونے کے دونوں سروں پر 100 ملی میٹر الاؤنس چھوڑ دیں، ابتدائی سرے سے ڈھیلے ہونے کے لیے انامیلڈ تار کا ایک اسٹرینڈ لیں، اور دھیرے دھیرے آخر a سے آخر b تک موڑ کی تعداد کو ڈھیلا کریں، اور ریکارڈ کریں۔ موڑ کی تعداد کا تناسب ناپے گئے فاصلے پر۔ حاصل شدہ قدر پھنسے ہوئے انامیلڈ تار کی موڑ کی لمبائی ہے، ایک اعشاریہ جگہ لے لو، اور عمومی رواداری ± 1 ملی میٹر ہے۔
3. پھنسے ہوئے تار کے مکمل بیرونی قطر کے حساب کا طریقہ Z: D=1.155 ×√ N × d
D = پھنسے ہوئے تار Z بڑے بیرونی قطر کا عدد = 1.155 N = پھنسے ہوئے تار کے تاروں کی تعداد d = واحد انامیلڈ تار Z بڑے تیار شدہ بیرونی قطر کا عدد = 1.155
حساب کا یہ فارمولا صرف حوالہ کے لیے استعمال کیا جا سکتا ہے۔
4. انامیلڈ اسٹرینڈڈ تار کے بریک ڈاؤن وولٹیج کا معائنہ: ہر نمونے کو 500MM کی لمبائی کے ساتھ نصف میں فولڈ کریں اور اسے ٹیبل 1 میں ترتیب کے مطابق موڑ دیں۔ مروڑنے کے بعد، نمونے کے سروں کو کاٹ دیں اور درمیانی لمبائی 120MM چھوڑ دیں۔ تار کے سرے کو تاروں کی تعداد کے مطابق دو حصوں میں تقسیم کیا گیا ہے۔ ایک سرا کھلے سرکٹ کی حالت میں ہے، اور دوسرا سرا ٹن میں ناپنے والے سرے کے طور پر ڈوبا ہوا ہے۔ ٹن ڈپنگ حصوں میں سے ایک کو مثبت الیکٹروڈ کے ساتھ اور دوسرے کو منفی الیکٹروڈ کے ساتھ کلیمپ کریں، اور پھر جانچ کے لیے آلے کے سوئچ کو کھولیں۔ اصول یہ ہے کہ وولٹیج کو یکساں طور پر بڑھایا جائے جب تک کہ نمونہ پینٹ فلم ٹوٹ نہ جائے۔ اس وقت، آلے پر ظاہر ہونے والی قدر نمونے کی وولٹیج کی قیمت ہے۔
5. پھنسے ہوئے موصل تار مشین کی اسٹرینڈنگ کے ذریعے ملٹی اسٹرینڈ اینامیلڈ تار سے بنی ہے، اور اس کے وولٹیج کا تعین اسٹرینڈ کی تعداد کے مطابق کیا جائے گا۔ وولٹیج کا معیار کم ہو جائے گا کیونکہ اسٹرینڈز کی تعداد بڑھ جاتی ہے۔ تفصیلات کے لیے، اینامیلڈ تار کے معیار کے مطابق تناسب کو ضرب دیں۔ (JISC3202-1994) سے رجوع کریں۔
5.1 جب اسٹرینڈز (N) کی تعداد 20 سے کم ہوتی ہے، تو پھنسے ہوئے تار کا بریک ڈاؤن وولٹیج V= سنگل انامیلڈ تار کا بریک ڈاؤن وولٹیج * 90% ہوتا ہے۔
5.2 جب اسٹرینڈز کی تعداد 20 ≤ N < 60 ہے، تو پھنسے ہوئے تار کا بریک ڈاؤن وولٹیج V=ایک انامیلڈ تار کا بریک ڈاؤن وولٹیج * 80%۔
5.3 جب اسٹرینڈز کی تعداد 60 ≤ N < 120 ہے، تو پھنسے ہوئے تار کا بریک ڈاؤن وولٹیج V=ایک انامیلڈ تار کا بریک ڈاؤن وولٹیج * 70%۔
5.4 جب اسٹرینڈز کی تعداد N ≥ 120 ہوتی ہے، تو پھنسے ہوئے تار کا بریک ڈاؤن وولٹیج V=ایک انامیلڈ تار کا بریک ڈاؤن وولٹیج * 60%۔